Laser Hybrid Welding (LHW) is a new type of process in material processing applications, which has achieved industrial application under the unremitting efforts of laser automation experts. The advantages of laser hybrid welding are mainly small thermal deformation, fast welding speed and excellent mechanical properties. Thanks to various technologies such as high-precision large-scale gantry robots, internal optical path integration, offline programming, etc., laser hybrid welding process automation has become the most cutting-edge manufacturing technology.
Laser hybrid welding combines the process characteristics of arc welding (such as inert gas shielded welding MIG) and laser welding, and its excellent welding effect cannot be achieved by other processes.
MIG welding has a high deposition rate, which can enhance the tolerance of the weld gap, and the concentrated laser energy is more conducive to improving the penetration depth, and often does not require special pretreatment of the base metal itself.
Laser hybrid welding has the following advantages:
- The welding effect is deep and the weld bead is narrow;
- Fast welding speed;
- low heat input;
- Small heat affected zone;
- Small thermal deformation;
- High quality welds, good appearance and good physical properties;
- Low rework rate;
- The bottom of the welding seam is well controlled, which can realize single-sided welding and double-sided forming.
Laser hybrid welding can be used in railway locomotives (such as side walls of carriages), containers, construction machinery (such as high-strength crane booms), automobiles and auto parts, shipbuilding and other industries. With the deepening of process research and development, laser hybrid welding process automation will be introduced into more industries.
Laser Generator
Hybrid laser welding requires a high-quality continuous (non-pulsed) fiber laser source. In general, the laser power required for laser hybrid welding is 8-16kW, and the greater the thickness of the workpiece, the higher the required power. To date, only a few laser manufacturers can offer high-power laser generators suitable for LHW. The fiber laser has high operational flexibility and can realize the relative movement of the laser head and the workpiece. If a CO2 laser generator is used, it may be necessary to move the workpiece to operate, and the energy consumption is high. The wavelength of the laser used is generally between 880 nm and 1100 nm. If combined with high power requirements, fiber laser generators or disc laser generators are better choices. As for takt time, sometimes it often takes 8 to 10 minutes for one weld, about 5 minutes to replace a part, and then move to another weld to do the job, making the cooling system critical.
Laser Welding Head
The laser power depends on the laser generator, and the beam control depends on the optical transmission system (ie the laser welding head). The application of the hybrid welding process requires high precision control on the transmission and path of the beam. In addition to high precision, the laser heads used in welding must be robust enough to work under extreme conditions. Because it is used with MIG welding torch, the laser head of LHW must be equipped with special air curtain and protective lens to prevent the spatter generated by arc welding.
Flexible Processing
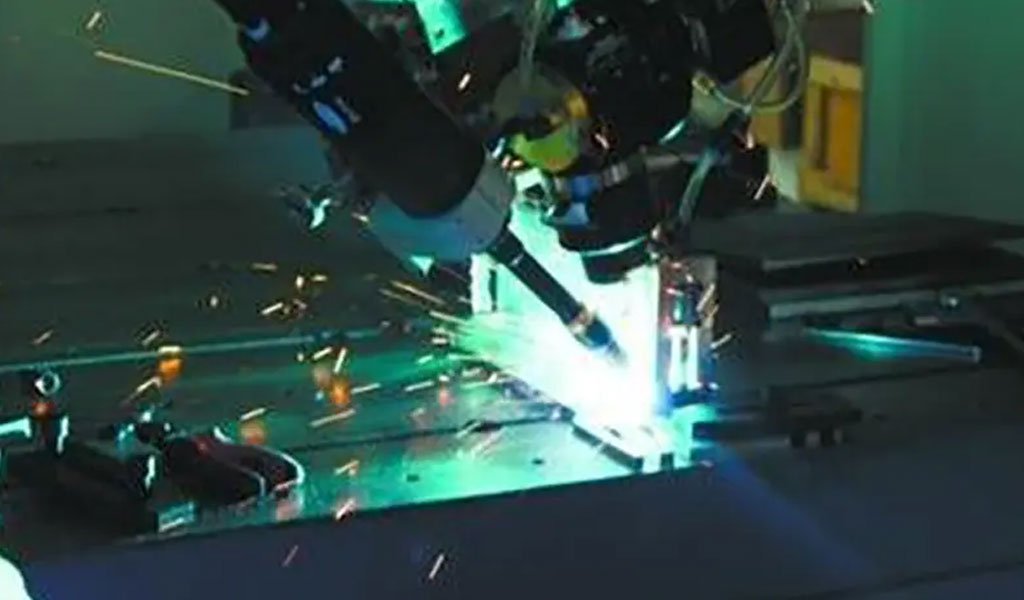
The key to the flexibility and welding quality of laser hybrid welding lies in the use of suitable robots and the configuration of the corresponding laser tool head and welding torch system. High path accuracy and repeatability of positioning are required, so the high-strength gantry robot system of Leis is very suitable. Gantry robots have a large working range and can process large workpieces while saving floor space (see Figure 2). The configuration of the gantry robot becomes the most flexible possibility for the three-dimensional motion of the robot.
In addition, the hybrid welding laser head has a certain weight, so there are certain requirements for the payload of the robot, and the entire gantry-type robot system is designed to be strong enough to withstand dynamic loads while still ensuring high accuracy.
Programming
The ease and speed of programming the welding of different workpieces is key to the production operation. The import of drawing files can quickly generate processing programs, and achieving uninterrupted production is the focus of maximizing efficiency. Offline programming can optimize the operation of the entire system. The Leiss Robotics ProVis program enables visualization of work cells, robots and workpieces, allowing programmers to program parts for welding without affecting production.
In addition to the control accuracy of the robot, special attention should be paid to the above-mentioned laser hybrid welding system, which can integrate the programming and control of welding power source, laser, shielding gas, vision system, etc. Although the coordinate system of the robot system is extremely complex, the RobotStarVI control system from Leis and the new reisPAD teach pendant make programming very intuitive, crisp and fast.
Safety
Hybrid laser welding requires high-power lasers, so workshop safety is paramount. The laser studio must be equipped with special sensors and switch controls to prevent laser misfires. The laser studio must have emergency stop control. Leis’ patented product LaserSpy monitor can avoid the risk of beam leakage and greatly increase the operating safety of the laser room studio.
Practical Application
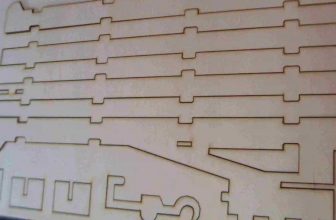
One of the application cases of Leiss robot laser hybrid welding, a laser hybrid welding system that has been delivered by a factory, the specific workpiece is the long boom of a heavy mobile crane. Reducing the filling amount of high-strength steel welding consumables can reduce the weight of the crane jib, especially when processing telescopic booms up to 72 meters long. Even at twice the welding speed, the welding effect is far superior to conventional processes.
For conventional MAG welding below 0.5 m/min, these jibs require 2-3 layers of welding. Laser hybrid welding uses a local splint to fix the two workpieces without causing substantial welding thermal deformation. At a welding speed of 1m/min, it can achieve a one-time penetration effect of butt welding with a thickness of 15mm without grooves, without reprocessing at the bottom. The process is suitable for weld gaps from 0 to 1mm and requires no parameter adjustment.
Using a gantry suspended robot, flexible positioning and precise welding of the longitudinal weld gap at the workpiece joint can be achieved. The robot integrates the control of arc welding nozzles, laser heads, seam tracking, gas and electrical pipes, cables and other equipment. The gantry system allows pre-set workpieces to enter the laser studio via a rail transfer car, which ensures smooth operation of the laser system and optimizes system efficiency. All in all, Leiss’ laser hybrid welding systems, including state-of-the-art designs and materials, provide the manufacturer with a solution with a strong competitive advantage.
The Preparing For Welding System Upgrades
Numerous customers are beginning to realize the importance of cutting-edge production processes, such as laser welding and cutting. A number of factors are driving this trend, including:
- Requirements for higher quality of products;
- The cost of the laser system is reduced (the cost of laser equipment has dropped by 30%-40% compared with 2006, and the power of the fiber laser required is only 1/3 of that of the CO2 laser);
- New and improved laser material processing system. Those companies with forward-looking vision apply technologies that these competitors have not mastered to production, and they are bound to gain greater market and technological advantages.
Laser hybrid welding is also the intersection of research in automation, process control and metallurgy. With the support of a lot of research and development work, this process has made great progress. If it can be effectively applied to automated production systems, it will greatly improve the production efficiency of enterprises.